
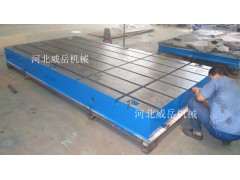



铸铁T型槽平台技术要求:
1、铸铁T型槽平台作面不得有影响外观和使用性能的砂孔、气孔、裂纹、夹渣、缩松、划痕、碰伤、锈点等问题。
2、铸铁T型槽平台台http://www.chinaweiyue.com/的铸造表面应去掉型砂且平整,涂漆牢固。
3、精度登记为0级-3级的平板工作面上,直径小于15mm的砂孔允许用相同材料堵塞,其硬度应小于周围材料的硬度。工作面堵塞的砂孔应不多于4个,且砂孔之间的间距应不小于80mm。
4、铸铁T型槽平台应采用好细密的灰口铸铁或合金等材料制造,其工作面硬度应为170-220HB。
5、铸铁T型槽平台工作面通常应采用刮削工艺。对采用刮削加工的3级平板工作面,其表面粗糙度Ra的然大允许值为5um。
6、铸铁T型槽平台平面度公差见规格表的规定。
7、铸铁T型槽平台采用刮削工艺应进行涂色对研检验。对研后显示的接触点面积的比率见表3的规定:或者按25mm×25mm正方形面积的接触点数见表3的规定,且任意25mm×25mm中的接触点数之间应不大于5点。
铸铁T型槽平台在使用中是要与地面在一条水平线上的,需呈现水平状,才可以在铸铁T型槽平台进行工作。但在使用中,有许多的客户是不会调平铸铁T型槽平台的其实一般调平铸铁平台的方法有调整支架、调整垫铁、千斤顶等几种方法,接下来我就给大家简单的介绍一下。铸铁T型槽平台的调平方法有哪些。
a、调整支架:采用调整支架比较简单,可以将铸铁平台放置到平台的支架之上,然后使用螺栓将其进行调整,其支架的高度一般会在500-800mm之间,这个支架的规格高度也是可以根据用户的实际需求进行定制的。
b、调整垫铁:只需将调整垫铁放到平台的下边,然后依次进行调整,调整至平台与地面呈现水平的状态即可,这种方法是比较简单的,一般很多的厂家都会选择调整垫铁进行调整平台。
c、千斤顶:采用千斤顶进行调整时,要记得将千斤顶配上调整螺栓进行调整,这样操作起来是比较方便的,在使用的过程中,切忌保证各个受力点的均匀受力,这样才能够更好的保证各个产品的使用寿命。
以上几种调平的方法基本都是厂家主要向客户的方法,这三种方法也是客户比较常用的方法,相对来说这三种方法的调平是简单、实用、方便的,在工业的使用中是主要的方法。
同时威岳我为各位小主附上铸铁T型槽平台的使用及维护指南。
1、铸铁T型槽平台安装时将铸铁平台的各个支撑点用调整垫铁垫好、垫实,由技术人员将铸铁平台调整至合格精度。
2铸铁T型槽平台使用时要轻拿轻放工件,不要在铸铁T型槽平台上挪动比较粗糙的工件,以免对铸铁T型槽平台工作面造成磕碰、划伤等损坏。
3、为了防止铸铁T型槽平台整体变形,使用完毕后,要将工件从铸铁T型槽平台上拿下来,避免工件长时间对铸铁T型槽平台重压造成铸铁平台的变形
4、铸铁T型槽平台不用时要及时将工作面洗净,然后涂上一层防锈油,并用防锈纸盖上,用铸铁平台的外包装将铸铁平台盖好,以防止平时不注意造成对铸铁平台工作面的损伤。
5、铸铁T型槽平台应安装在通风、干燥的环境中,并远离热源、有腐蚀的气体、有腐蚀的液体。
6、铸铁T型槽平台按实行定期周检,检定周期根据具体情况可为6-12个月。
铸铁T型槽平台经稳定性和去磁后,即进入机加工,分为粗刨、精刨,精刨是保证铸铁T型槽平台3级精度和表面粗糙度的一道工序,2级以上精度铸铁T型槽平台要刮研,以保证平板的几何精度,对已合格的铸铁T型槽平台应避免热源的影响和受酸碱的腐蚀,高精度的铸铁T型槽平台应放置在20℃±5℃的恒温处。铸铁T型槽平台的使用寿命在正常条件下应是长久性的,使用后应清洗干净,搞好防锈工作,以保持使用寿命。
好今天我们就先说这么多,我们下回接着唠!
半成品现货工作台铸铁T型槽平台积压件甩焊接平台的详细信息由河北威岳机械有限公司提供,该企业负责半成品现货工作台铸铁T型槽平台积压件甩焊接平台的真实性、准确性和合法性。迅收网对此不承担任何保证责任。
本信息网址:https://xian.xunshou.com/chushou/hebeiweiyue111/4066593.html 复制本页标题和网址,推荐给您的好友



 您还没有登录,请登录后查看详情
您还没有登录,请登录后查看详情 发布供求信息
发布供求信息 推广企业产品
推广企业产品 建立企业商铺
建立企业商铺 在线洽谈生意
在线洽谈生意